メカ設計にアイデアを。
非製造業の製品開発をサポートします。

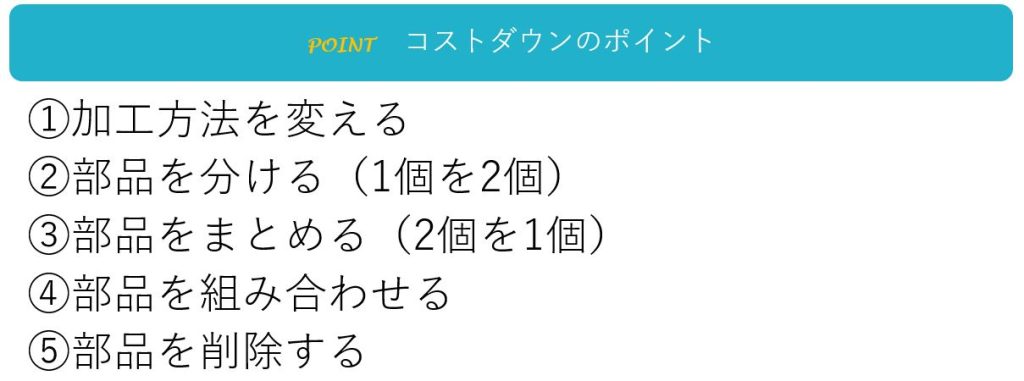
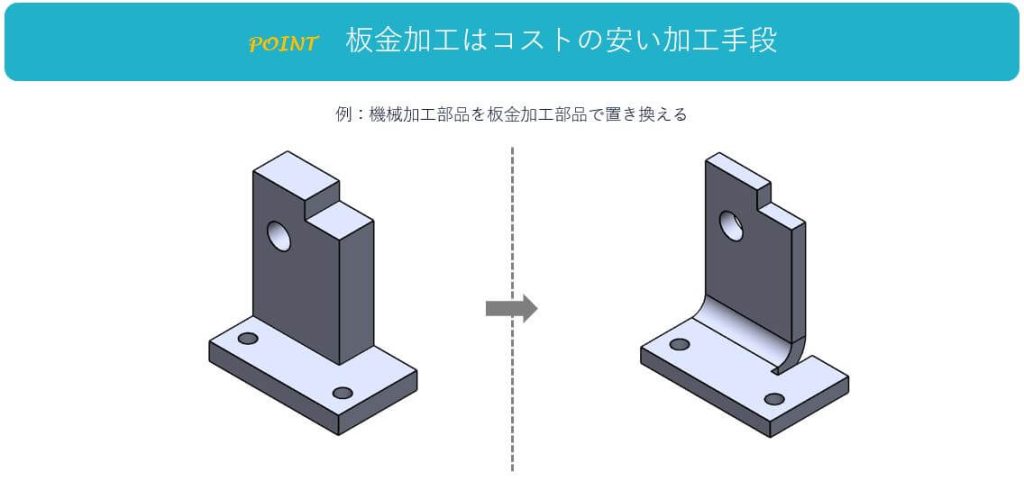
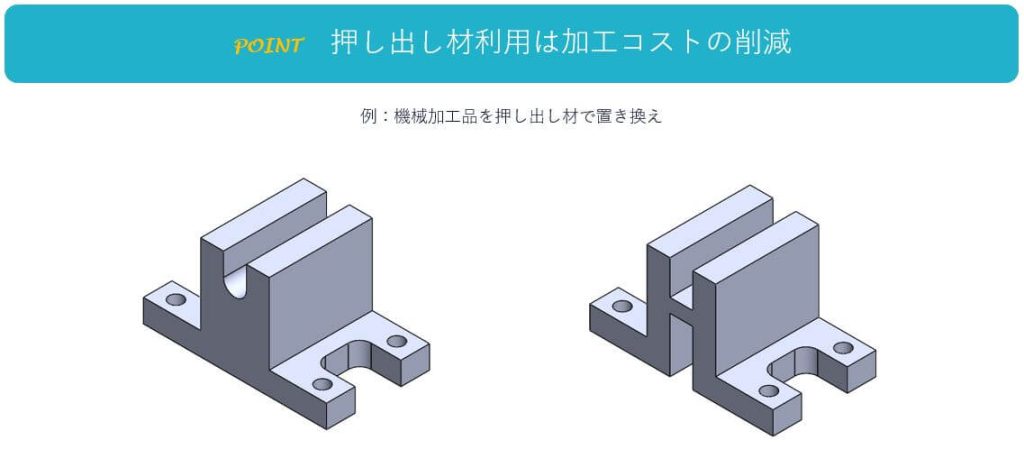
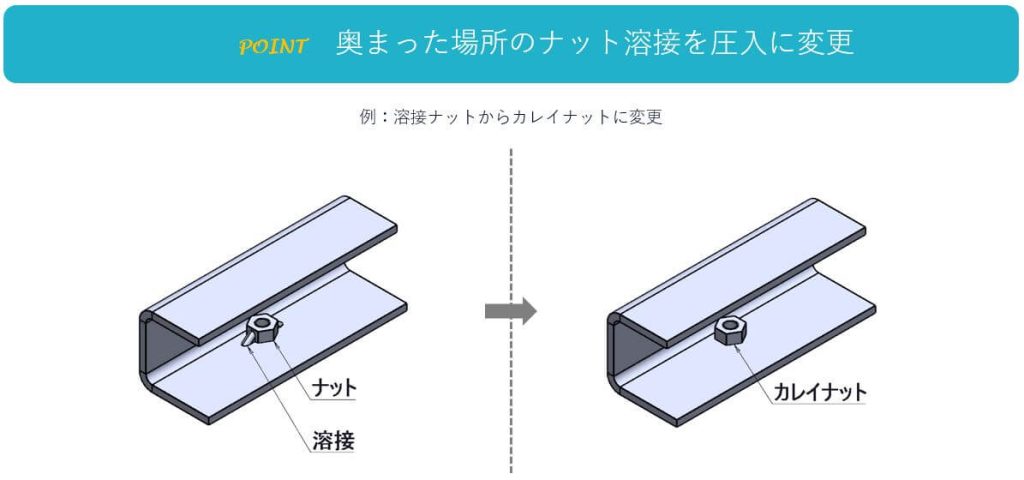
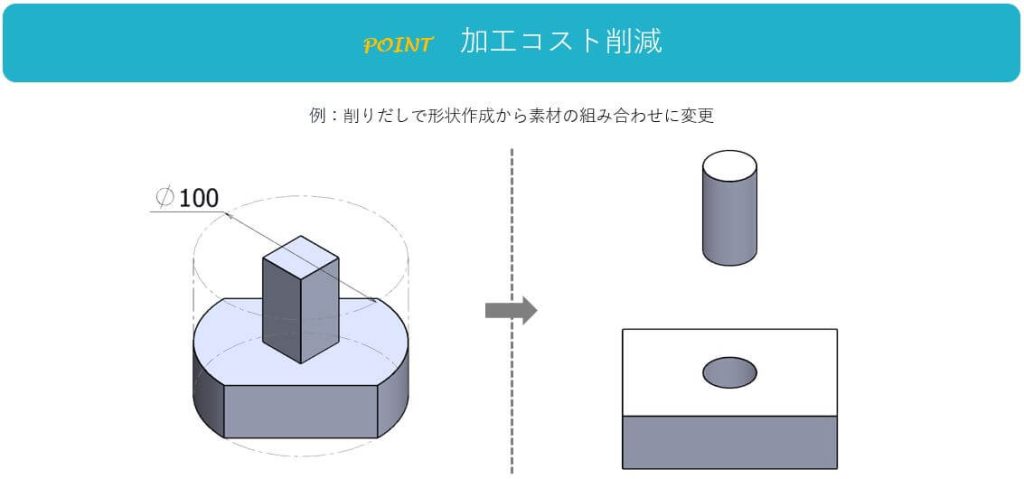
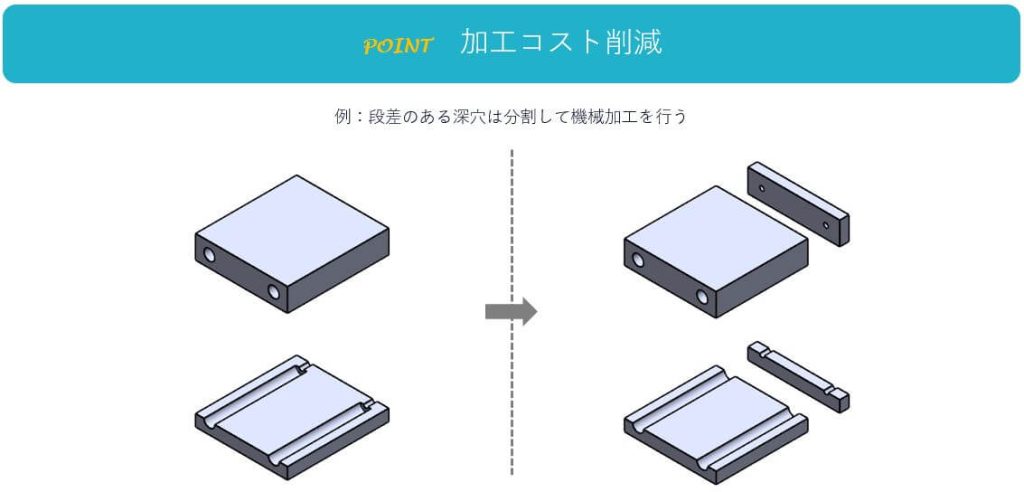
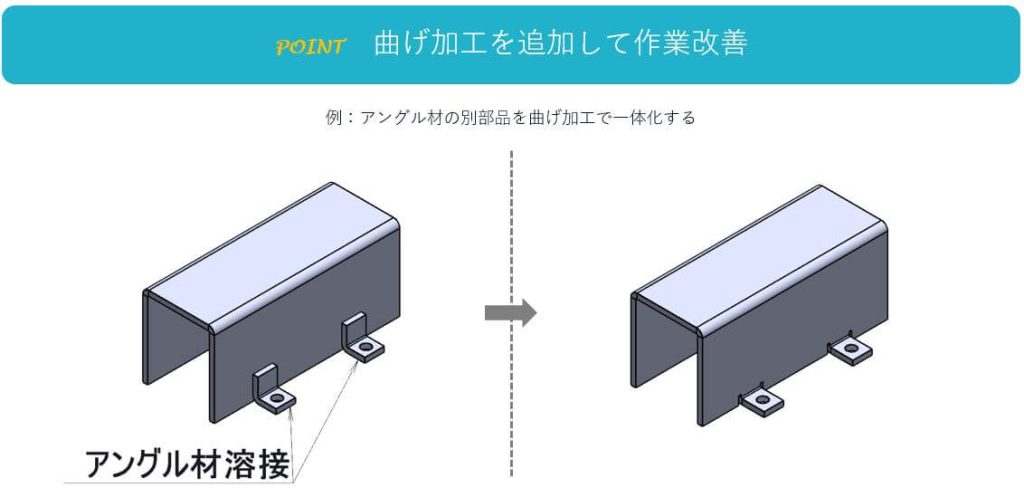
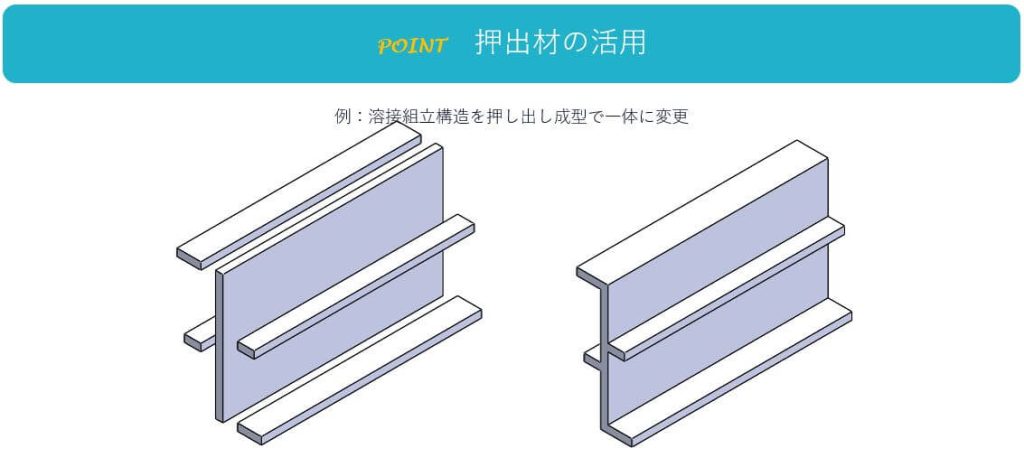
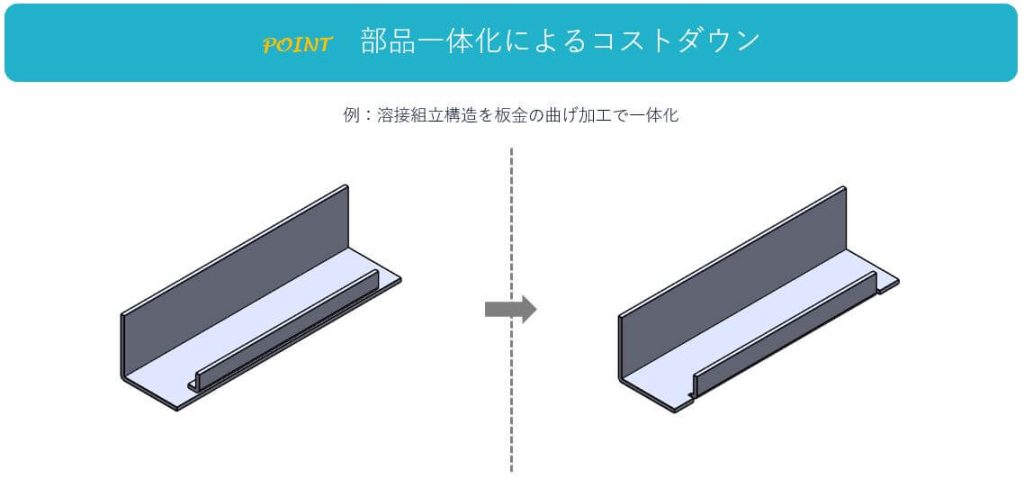
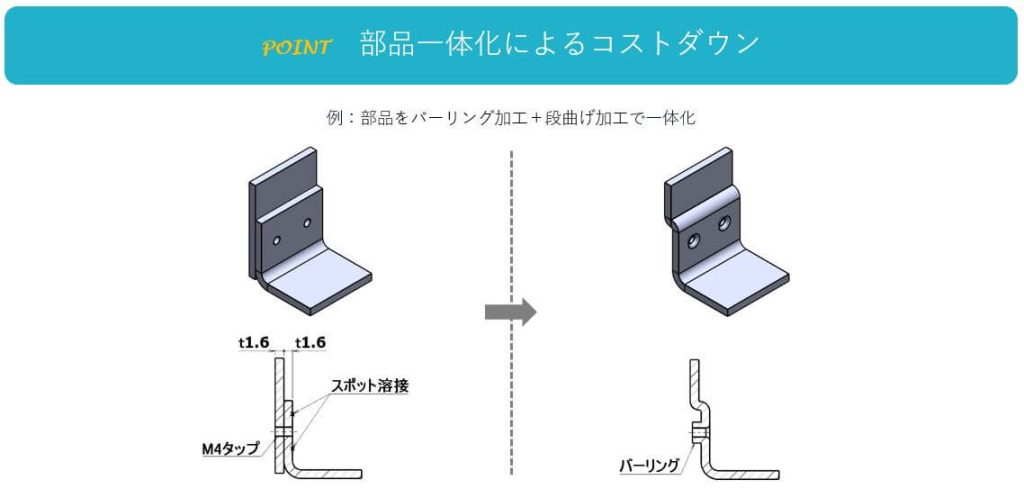
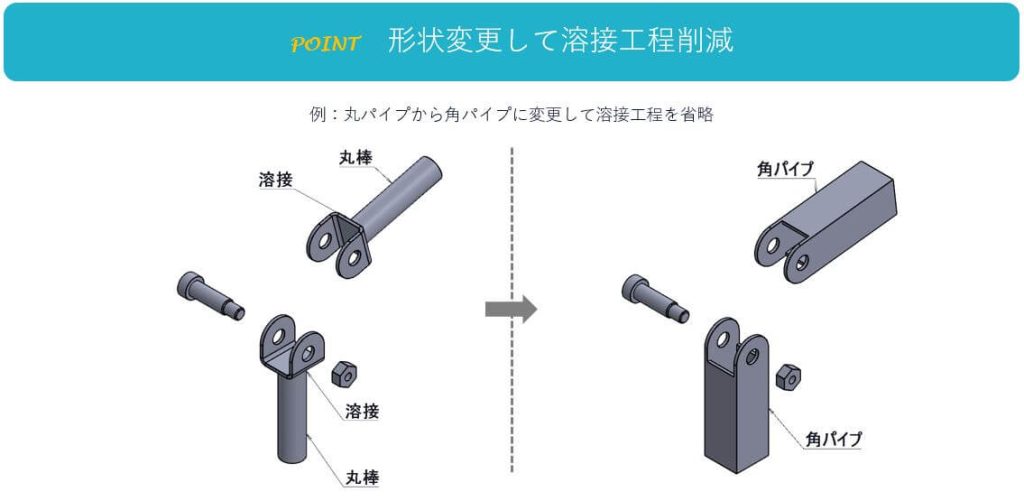
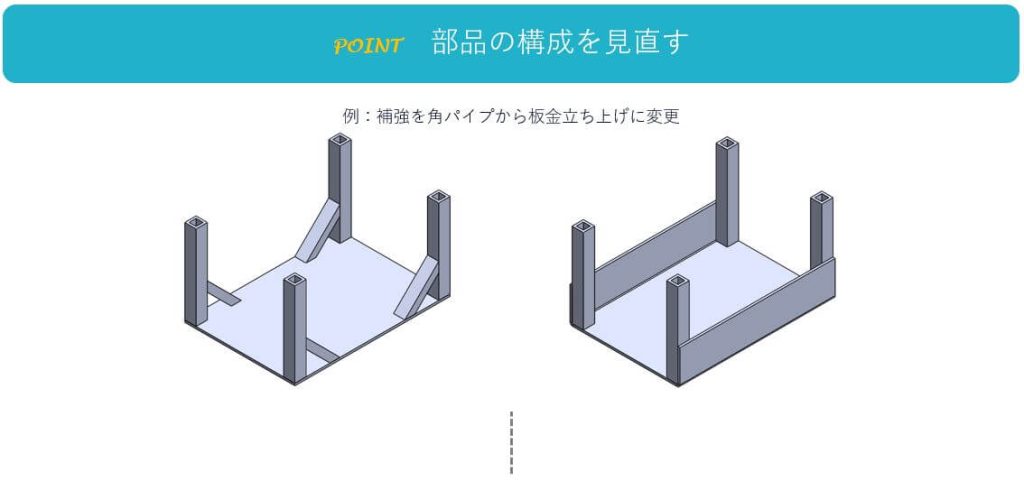
第2章 コストダウン実践
- トップページ
- 第2章 コストダウン実践
フォーテック株式会社は東京都東大和市の機械設計(メカ設計)会社です。御社の製品開発ニーズに機械設計、試作、量産サポートまで対応いたします。お気軽にご相談ください。
〒207-0031 東京都東大和市奈良橋6-724-5
TEL:042-563-9337 / FAX:042-563-9330
Copyright © For-TECH Co.Ltd. All rights reserved.
を増やす-1024x481.jpg)